Top 5 Merits of Using High Alumina Cement in Your Industrial Applications
Unlike generic cement, high alumina cement is specifically designed for various industrial and commercial purposes. This cement can be helpful where usual cement is of no use i.e., harsh conditions.
As one of the renowned high alumina cement suppliers, Techno World Corporation takes responsibility to design and deliver premium-grade refractory solutions to clients. Our high alumina cement is widely utilized in various environments, making them a reliable option nationwide.
If you are not impressed till now, it’s fine. We’ll try sharing some insights on the benefits of high refractory alumina cement manufactured, supplied, and exported by the leading Techno World Corporation.
Benefits of High Alumina Refractory Cement in Industrial Zones
The top-notch properties of the high alumina refractory cement makes it widely useful for different industrial applications. Here are some of the most highlighted benefits of high alumina refractory cement solutions:
1. High Temperature Endurance Property
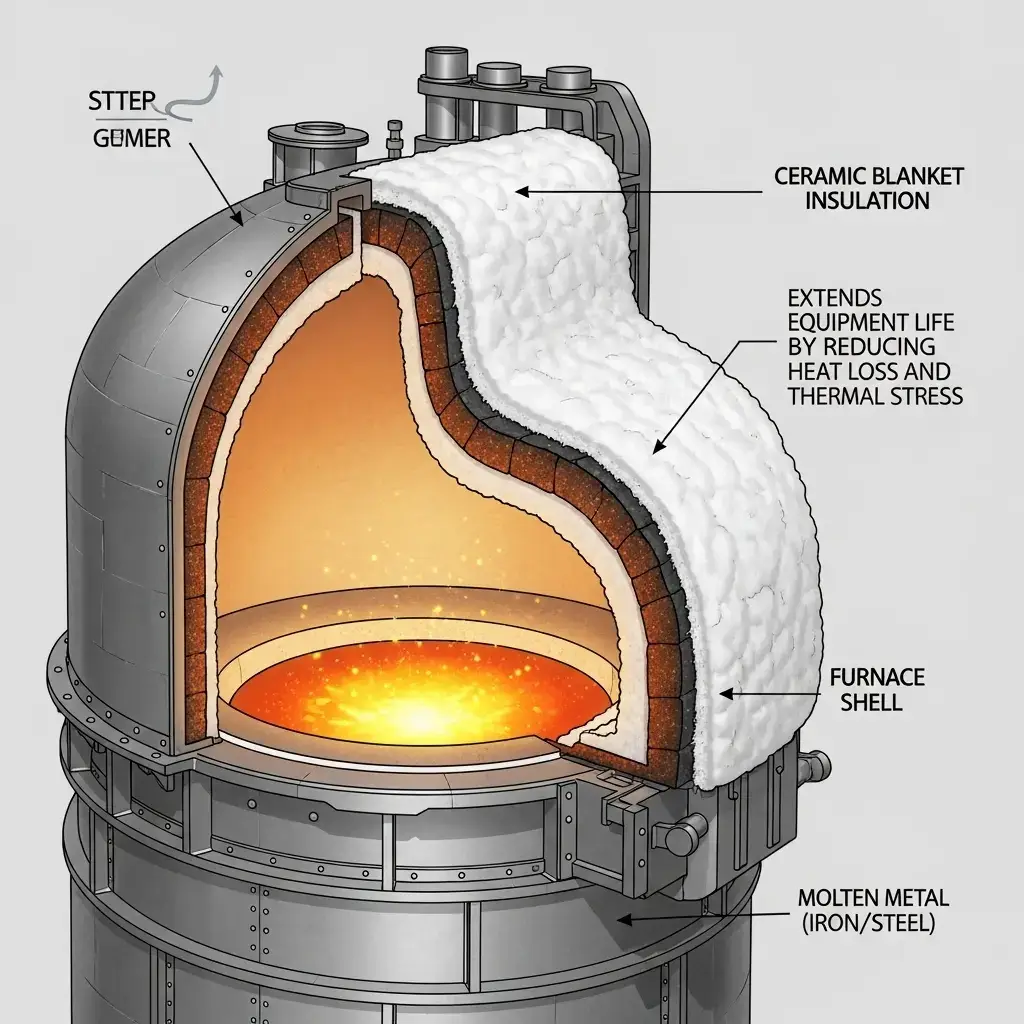
During the manufacturing process of the high alumina cement at Techno World Corporation, we keep severe industrial conditions in mind. The cement needs to work seamlessly at higher temperature levels (up to 1350°C).
This high temperature endurance capability makes them a suitable option for industries such as foundry ladles and floors, chimneys, furnaces, and industrial kilns. It extends the operational life of refractory linings and minimizes downtime.
2. Incredible Strength Gain Rate
Nowadays, industrial operations are advancing rapidly, making downtime as low as possible. Here, for the installation, high alumina cement achieves its strength up to 80% within just 24 hours. This leads to rapid formwork elimination, quick operational continuation, and boosted project timelines for any industrial settings.
3. Resistance to Direct Exposure to Aggressive Chemical Substances
In many industrial zones, direct chemical exposure can’t be tolerated by generic cement solutions. There, you need high alumina cement. It is designed to work in chemical attack prone industrial areas.
The chemical substances like sulphates, weak acids, and seawater, can penetrate and degrade the concrete used. So, the use of HAC (High Alumina Cement) makes reliable endurance. Ideally, this cement is picked for wastewater treatment plants and chemical processing industrial zones.
4. Mechanical Wear & Abrasion Withstanding Capacity
The moving equipment, high-foot traffic, and heavy machinery work in industrial zones can easily wear down normal concrete floors. But, with the installation of high alumina cement, the structural strength and abrasion endurance improves. It ultimately results in strengthening the industrial floors and high-traffic spaces.
5. Stability in Humid Conditions
Known as hydroactive, high alumina cement easily sets and hardens thoroughly even where moisture is present. This is why this cement is preferred where complete dryness is hard to achieve. In humid conditions of industrial zones, the high alumina cement is used for flooring and surfaces.
Ending Notes
In various industrial applications, selection of premium-quality high alumina cement is critical. Techno World Corporation, the trusted high alumina cement manufacturer, supplier, and exporter in India delivers more than what is expected of us.
If you need to make sure that your industrial operations do not face much breakdown due to unavailability of best-quality high alumina cement, you know where to find us. Reach out to us for more information or place an order right away.
Popular Posts